Jak zrobić broń dla snajperów
• Jak złożyć broń dla snajperów
Projekt się do produkcji karabinów budowa instalacji powstało ostatnio w 2008 roku, a pierwszy artykuł został opublikowany dwa lata temu, w marcu 2011 roku. Zakład został zbudowany niemal od zera, początkowo w jego miejsce były płaskie w stanie potwornego. 15 maja 2010 rozpoczął się remont. produkcja flagowy - Sniper Rifle ORSIS - skrót od „systemów uzbrojenia” wyrażenie. Ale wrócimy do historii zakładu, a teraz wejść do środka.

My ścieżka przechodzi przez urządzenie, w którym poddany obróbce łodygi. Zbioru, który będzie wywiercony otwór i jest cięcie jest nazywany „formą”. Formularze dostarczane do zakładu z USA.

W takich maszynach, obrabianego przedmiotu strzelb. Tutaj luki najpierw wywiercić otwór, którego szerokość zależy od przyszłej karabiny kalibru. Niektóre maszyny zostały zaprojektowane przez sposób w Biurze projektowania zakładu z pomocy konsultantów ze Szwajcarii i Niemiec.

Na ogół, instalacja 30 różnych maszyn zastosowania z sterowania numerycznego (CNC). Są one bardzo różne, są prostsze do prostych operacji, ale są tacy, które sprawiają, że naprawdę wyjątkowe rzeczy, dla technologii, które usłyszałem po raz pierwszy.

Pnie wykonane są ze specjalnych ramionach stali nierdzewnej.

Należy zauważyć, monety. Stoi na skraju ruchomą część maszyny, która przecina bagażnik od wewnątrz. Gładkość i precyzja działania w taki wysoki, że nie spadnie monety.

Takie samo urządzenie. Tutaj można zobaczyć zarówno w postaci beczki przechodzi pręt, należy kawałków - 4-6 zespoły spiralnych, pomagają stabilizować trajektorię ruchu pocisku. Cięcia hak metalu w szczególny kształt, który jest także wytwarzany w fabryce.

Narzędzie zawiera elementu stacjonarnego i pozostawia ślad na kuter Jeden głęboki mikronów. Aby ułatwić cięcie w bagażniku leje olej. Sposób przecinania pnia trwa 3-5 godzin. Dla jednej krojenie narzędzie powinno wejść w 60-80 razy. Następnie pień ręcznie polerowane ołów-cyna docierania i czyste z ropy.

,

Po tych operacjach, bagażnik trafia do laboratorium.

W tym specjaliści badane otwór Borescope (względem endoskopu) do uszkodzeń - zadrapań, rys lub powłoki. Pień jest sprawdzana kilkakrotnie po wywierceniu otworów, cięcia i polerowania.

,

Idąc dalej, drugi warsztat. Kolejny mały odkrycie - maszyna nie jest wiertło jak obraca część! Wiertło powoli odcina ze stali nierdzewnej.

Jaki rodzaj drewna poznamy nieco później.

Półwyroby, które szybko stają się główną częścią mechanizmu suwakowego.

,

CNC Części mechanizmu blokady, który jest następnie chłodzony wodą.

,

Ponadto, ta część jest kontrola jakości. Z pomocą tego urządzenia (z lewej), określone cechy tej części muszą być zgodne.

,

Ogólny plan drugiego warsztatu.

Ponadto nasza droga prowadzi przez sklep, gdzie posłać. Oto co przepiłowany układanki puste, z którego urządzenie będzie wyciąć prawie gotowego produktu.

W celu dokonania swoje łóżko każdego modelu. To zapewnia sztywność strukturalną. Dla karabinów taktycznych używać złoże tlenku glinu dla sportu - ze specjalnego laminatu broni. Ponadto, instalacja pozwala na zamówienie pudełko szlachetnego drewna, takich jak orzech włoski.

Urządzenie działa również na zarządzanie oprogramowaniem.

,

Kęs tej części może kosztować dziesiątki tysięcy rubli. Jeśli przyjrzeć się bliżej jednemu z tych barów, można zauważyć 4 warstwy sklejki lub jak to nazywa się inaczej - drewno laminat.





, po obróbce w maszynie nadrzędnej frezowania ręcznego szlifowania jest stosowany odpowiedniemu laserowego cięcia i impregnowane olejem kilka razy. Jedna zmiana majster produkuje 2-3 łóżka.



w obrabianym materiale jest zagłębienie dla trzpienia, po czym ponownie pokrywa się olejem a następnie ma lakieru.

Pójdźmy dalej.



Nie widać jak polerowana wstępnej.

Następnie czekamy na lakierni.



, w sąsiednim pokoju oczekiwany mi mały otwór.

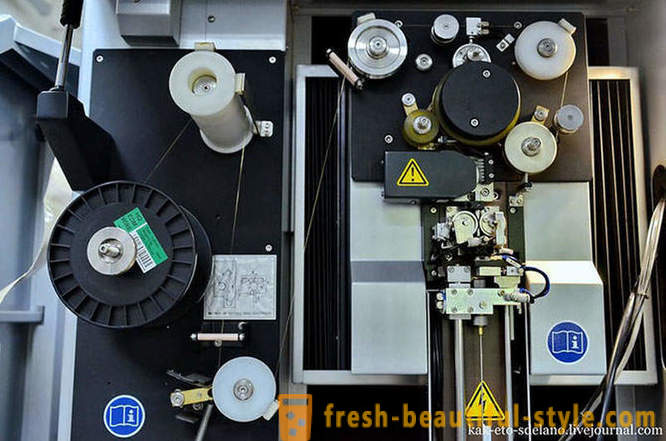
W tym przypadku, przy pomocy sprzętu wysokiej precyzji (które kosztują dziesiątki tysięcy euro) z metalowych części wyciętych dla grupy śrub (młotki, bezpieczniki, wyzwalacze), które nie mogły zostać wykonane za pomocą innych narzędzi.

Części obrabiane przez elektryczne technik erozją. Tutaj wątek, może być wykonany z molibdenu lub mosiądzu.

Wszystko odbywa się w następujący sposób: nić szpula przewleczony przez mały otwór w blasze lub wlewka, jest zamocowany od dołu tak, że może być nawinięta na innym zwoju. Arkusz ten jest następnie zanurza się w łaźni wodnej, do którego prąd jest dostarczany do wysokiego napięcia i mocy.

Przędza szybko nawinięty na drugą szpulę, a tym samym zmniejsza części urządzenia, które są dokładne do mikrometrów. Proces ten może trwać 3-4 godzin. Takie zmodernizowane układanki.

W tym przypadku również, CNC, jeden definiuje tylko program i zapewnia dokładne działanie.

,
To z tej sztabki

wyciąć zbędne, tak aby można było wstawić kolejny kawałek.

I zaskoczył, że gwint może być cięta pod kątem. Czyli od połowy cylindra jest wyciąć szczegół, który na jednej rundzie bocznej, a drugi w postaci gwiazdką.

Szczegóły mechanizmu wyzwalającego.

Należy zauważyć, że kilka arkuszy zespawane maksymalna liczba wyciętych części.

,

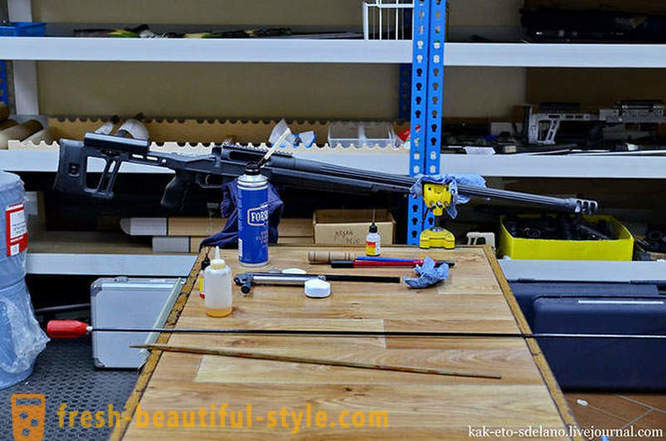
Zostaw tę sekcję montażową warsztat i głowy, jest ostatnim krokiem przed karabinem dostanie się do strzelnicy.
Te skrzynie gotowe karabiny.

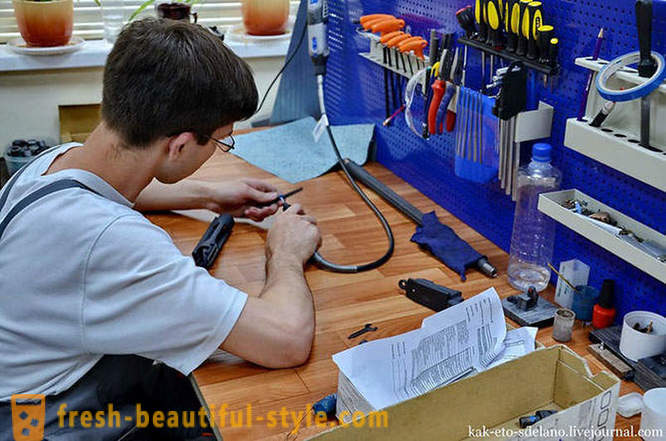
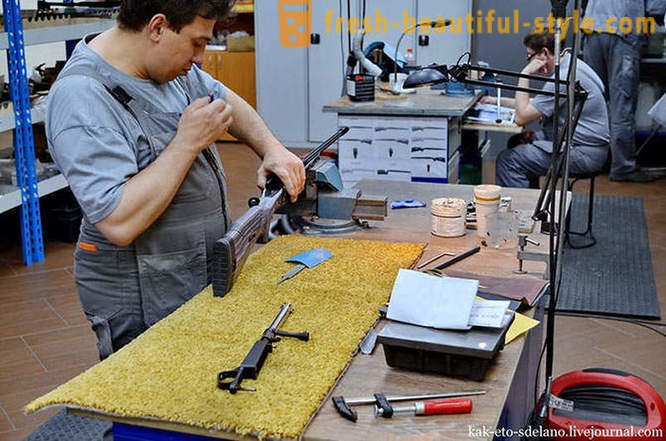
Specjalista gromadzi dane z suwaka, łączy się je do bębna, po czym następuje proces beddinga szklanej. Na łóżku jest stosowany do karabinu specjalnej masy uszczelniającej w nim umieścić metalowych części i pozostawić na jeden dzień do całkowitego wyschnięcia. Następnie dane ponownie wyjęte i podane do malowania, a na łóżku pozostaje ich dokładny odcisk, który pozwala na drzewo, aby zmieścić się pod metalem. Zapewnia to większą broni precyzyjnych.



Po malowaniu części są połączone razem. Eksperci Działu Kontroli Jakości kontrolować gotowego produktu, i wyciągnąć wniosek, że karabin jest gotowy do strzału.

W fabryce są bardzo młodzi pracownicy.
Urządzenie produkuje 10 pistoletów dziennie.




Urządzenie wyjątkiem strzelb licencji zebranych austriackie pistoletów glock różnych kalibrów.




I to jest lodówka, ale w nim nie znajdzie Warzywa, owoce, piwo, wczorajszą kolację i inne przekąski. On też jest stosowany w montażu karabinu. Jak, pytasz?

Fakt, że montaż niektórych szczegółów należy tak mocno przykręcona do łoża niektórych szczegółów. Jeśli odbywa się to w temperaturze pokojowej, śruby zbyt ciężkiej awarii w produkcie i może zepsuć, ponieważ części te są umieszczane przez jakiś czas w lodówce, więc jest lekko dokręcone (fizyka nadzieję, że każdy pamięta) i może być przykręcona tak mocno, jak powinien, bez ryzyko zepsuć łóżko.

Wychodząc z hali montażowej i głowicę do zakresu strzelanie. Jest to końcowy etap karabiny sprawdzania jakości i dokładności. Wszystkie bronie przechodzi przez obserwacji.

,

Voooooon trzeba się w tym małym punkcie. Widzisz coś? Nie jestem) Tir długość - 100 metrów.

Badania przeprowadzone mistrza broni precyzyjnych klasy międzynarodowej w strzelaniu. Pokój jest mały, około 2 metrów przez 2 położyć na słuchawki, tak aby nie stać się głuchy.
Strzałki

wysokiej klasy wielokrotnie wygrał zawody w strzelaniu z powodu tej broni.

,

Przy okazji Steven Seagal dużym wachlarzem broni myśliwskiej i nakazał fabrycznego Orsis wyłączną karabin.
zdjęcia z serwisu fabrycznego

Jeśli roślina ma salon broni, gdzie można dbać o siebie karabin, kupić części zamienne do niego.
























- Najbardziej popularny
-
 Łańcuch z zawieszka - cech, rodzaje i najlepszej kombinacji
Łańcuch z zawieszka - cech, rodzaje i najlepszej kombinacji
-
 Kosmetyki „Arcadia”: opinie, przeglądu producenta
Kosmetyki „Arcadia”: opinie, przeglądu producenta
-
 Paint „Estelle”: paleta kolorów numery, skład i opinie
Paint „Estelle”: paleta kolorów numery, skład i opinie
-
 Tattoo design - starożytne tatuaże stylu
Tattoo design - starożytne tatuaże stylu
-
 Zegar „Breitling”: opis, modele, cechy i opinii właścicieli
Zegar „Breitling”: opis, modele, cechy i opinii właścicieli
-
 Alexander Bubnov - piłka nożna analityk, trener i komentator
Alexander Bubnov - piłka nożna analityk, trener i komentator
-
 Crimson Kolor włosów: plusy i minusy
Crimson Kolor włosów: plusy i minusy
-
 Cytryny do utraty wagi - użytecznym sposobem zmniejszenia wagi
Cytryny do utraty wagi - użytecznym sposobem zmniejszenia wagi
-
 8 rzeczy, które zdarzają się, jeśli stale konkurować z innymi
8 rzeczy, które zdarzają się, jeśli stale konkurować z innymi
-
 Jak wdrożyć dane samą obietnice
Jak wdrożyć dane samą obietnice
-
 Dlaczego HIV i AIDS nie powinny już straszyć nas
Dlaczego HIV i AIDS nie powinny już straszyć nas
-
 Wyposażenie wnętrza 7 sztuczki dla małej kuchni
Wyposażenie wnętrza 7 sztuczki dla małej kuchni
-
 Co dzieci bawiły się, gdy nie było komputerów
Co dzieci bawiły się, gdy nie było komputerów
-
 Reguły życia Naik Borzov
Reguły życia Naik Borzov
-
 Palmyra - wielkie miasto na pustyni
Palmyra - wielkie miasto na pustyni